Ремонт станка на контроллере
Ремонт станка на контроллере Mitsubishi Melsec FX

Shishichina Automatic shoulder pads dividing machine/ На основе контроллера и частотников Mitsubishi/
Ремонтом этой машины я занимаюсь уже больше года с переменным успехом, сейчас работодатель совсем припёр — край как надо, чтобы в мае этот станочек работал.
Основа этого станка — программируемый контроллер Mitsubishi Electric Melsec FX-1S, а также частотные преобразователи той же фирмы.
Очень много узнал из этой работы, и считаю очень важным опубликовать знания у себя на блоге сайт. Пока при памяти, зафиксировать, ибо жизнь очень многогранна, и информация, полученная с большим трудом, забывается.
Начинаем двигаться в направлении контроллеров и промышленной электроники вообще.
В статье будет несколько ссылок, но они будут в виде поисковых запросов, кому интересно — ищите в поисковиках.
Итак, машина эта применяется для парной резки х/б и поролоновых плечиков для женских платьев. Производит китайская фирма Shishichina, название машины — Automatic shoulder pads dividing machine. Вольный перевод - машина для для разрезания плечевых подкладок.
Казалось бы, что тут сложного, копеечное дело. Однако, оказывается, поролон очень капризен в обработке. И плечики это расходятся по всему миру — от Иваново до Китая (тихо, это коммерческая тайна). Интересно, что мы поставляем в Китай что-то, кроме ресурсов.
Ниже приводятся фото с телефона, качество не очень, фотоаппарат свой недавно разбил.
Составные части и принцип работы машины на контроллере Mitsubishi
Вот общее фото электроники.
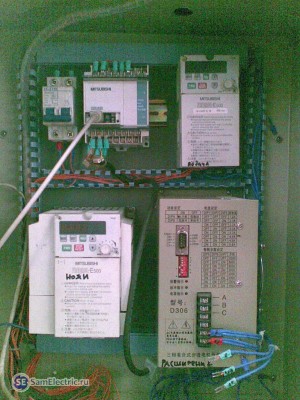
Электронный шкаф на компонентах Mitsubishi Electric
Вот общая электрическая схема.
Кстати, обратите на включение Аварийного выключателя. Подробнее пишу об этом в статье про Контрольные цепи, рекомендую всем, кто занимается любыми станками.
Рисовал для себя, не обессудьте. Потом перерисую. Может быть)
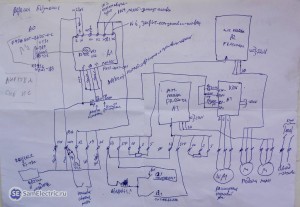
Схема электрическая резалки поролона на контроллере Mitsubishi Melsec FX-1S
А теперь подробнее.
Графический интерфейс (терминал) Mitsubishi F920GOT-BBD5-K-С, на котором оператор задает желаемые параметры резки.

Mitsubishi F920GOT-BBD5-K-С
Слева — органы управления частотным преобразователем Mitsubishi Freqrol FR-E520-0,2К, который управляет лентой подачи. Включение и скорость, проще не придумать, с контроллером никак не связан. Справа — управление инвертором Mitsubishi Freqrol FR-E520-1,5К. Он помощнее, и питает параллельные двигатели вращения ножей.
Ножа два, они ленточные, хорошо видно на фото:

Ленточные ножи. Вид со стороны подачи
На подаче, там где на фото лежит листок бумаги, стоит оптический датчик с регулировкой чувствительности Keyence FS-T20, по которому начинается цикл резки.

Ленточные ножи. Вид сзади
Двигатели ножей установлены на червячной передаче, червяк раздвигает и сдвигает ленточные ножи, которые режут заготовку из поролона или ткани по заданной траектории. Вращает вал с червячной передачей шаговый двигатель. По полной прощупал, что это такое.

Трехфазный шаговый двигатель
Параметры: Steping Motor. 110BYG 350A. 3 Phase, 2.5A/Phase. 0.6/1.2Deg/Step. 8N.m.
Проверить шаговый двигатель просто: замыкаем поочередно любые два вывода, и пытаемся вращать. Если крутится ОЧЕНЬ туго, и между этими выходами проскакивает искра, обмотка исправна.
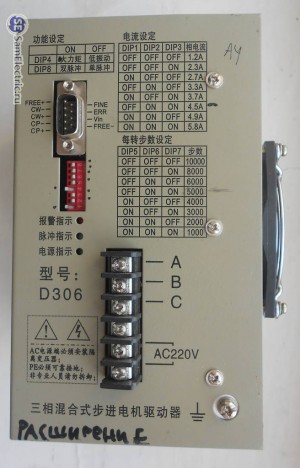
Этим двигателем управляет привод шагового двигателя — Three phases stepping driver D306.
Нашёл его в инете, отправил китайцам запрос на какой-нибудь мануал. И странное дело — не только ничего не ответили, но и удалили страницу с фото и названием, оставили только новые модели. Поэтому выкладываю своё фото. Сайт - mcbmc.com

Three phases stepping motor D306
Управление — по разъему DB-9, выводы CP+, CP-, CW+, CW-, FREE+, FREE-, Vin, CRR, FINE. Используются только СР и CW — это вращение в одну и другую сторону. Дип-свичами (переключатели) устанавливается ток двигателя и количество импульсов на оборот.
В счетчиках тоже используются шаговые двигатели. Подробнее — в статье про устройство электрического счетчика.
Ещё фото китайского шагового привода D306.

Платы шагового привода D306
В качестве ключевого элемента — не транзисторы, а специальная микросборка Toshiba PS21564 для управления шаговыми двигателями.

Плата управления шагового привода D306
Шаговый привод D306. Three phases stepping driver
Кто понимает в китайском, напишите в комментах. Я даже с Гуглом перевести не смог.
Поиск причины неисправности
Неисправность простая, не крутился двигатель червячного вала. При включении он должен ехать до концевика начального положения, но импульсы на с контроллера идут с черепашьей скоростью — около 2 Гц.
Грешил сперва на сам двигатель, и на его драйвер, но оказалось зря. Обратился я на сайт Монитор, эта тема там и сейчас, её можно найти по запросу Частотный преобразователь D306 китайский.
В результате подключил на входы драйвера генератор импульсов, и вдоволь наигрался. Поскольку в качестве генератора использовал энкодер (ЛИР158Д производства СКБ ИС), и прикольно было его вращать, а движок в точности, с рёвом и огромной мощностью, повторял мои движения. Только с коэффициентом, который определялся свичами, быстрее или медленнее. Как мне подсказали на Мониторе, это называется «коэффициент электронной редукции»
Спасибо всем форумчанам монитора, кто помог разобраться, но дело оказалось глубже — в районе контроллера.
Неисправность в контроллере
Итак, контроллер Mitsubishi Electric Melsec FX-1S. Полюбил его всей душой).
За советом обратился на соответствующий форум melsec.ru, там создал тему Melsec FX1S-20MT неправильно работает, управление шаговым двигателем.
Также много узнал на rutracker.org где скачивал софт GX Developer-FX v8.25 Rus. Там тоже собрались люди в теме.
- Можно ли спаять кабель по схеме?
- Спаять не получится.Кабель Троицкого что вам советовали не подойдёт для данного контроллера.Надо купить либо SC09 или FX -USB-AW.Последний дешевле.Обратитесь к ближайшему к вам дилеру.
- Спасибо большое. А не в курсе, у меня есть кабель для контроллера Delta, он подойдёт?
- У Delta «физический» протокол RS232,у Mitsubishi RS422.Пайка не поможет.Нужен преобразователь интерфейсов
USB(RS232)-RS485(RS422). нет.вам нужны те кабеля что я указал.совет-не пытайтесь изобретать велосипед.спалите порт программирования попадёте на бабки
Что я выяснил — без ПО и кабеля для подключения с контроллерами дело иметь не имеет смысла. Конечно, это и так ясно, и я стал искать кабель. Нужен SC-09 или FX-USB-AW. Эти кабели преобразуют интерфейс PLC Melsec RS-422 в RS-232 или обычный USB. Второй конечно лучше, поскольку USB везде, а COM-порт ещё надо поискать.
Хотел такой кабель спаять. Схема и заказ кабеля SC-09 - http://www.bestincn.com/sc09red-standard-programming-cable-for-fx-and-a-series-plc_p217.html
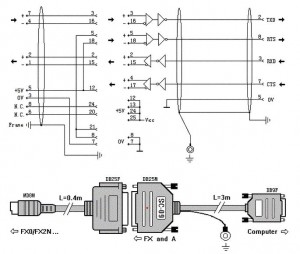
Схема кабеля SC-09 для связи с контроллером Melsec FX
В кабеле SC-09 — преобразователь интерфейса RS-422 (используется в Mitsubishi Melsec FX) в интерфейс RS-232, который есть (был) во всех компьютерах. Если RS-232 нет, нужно дополнительно использовать конвертер RS-232 — USB. Или сразу приобрести FX-USB-AW.
Второй вариант — использовать преобразователь интерфейсов MOXA Uport 1150. Он более универсален, подойдёт на все случаи жизни, когда надо подключить интерфейсы RS-232, RS-422, RS-485 (используются во всей промышленной электронике) к ноутбуку через USB.
И ещё вариант — спаять кабель Троицкого, которого рекомендуют (не все) для подключения к контроллерам Melsec FX. Вот что пишет об этом сам Сергей Троицкий (живая легенда для тех, кто понимает): http://forums.mrplc.com/index.php?showtopic=609&st=0.
Кстати, очень понравилась обстановка на форуме, очень доброжелательная. Особенно примечателен паренёк из Индии. На наших же форумах часто люди понтуются, ругаются, и тд.
А вот схема кабеля Троицкого:
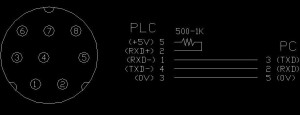
Кабель Троицкого для подключения компьютера к контроллеру Mitsubishi Melsec FX
Слева — разъем mini DIN 8 pin male (не путать с разъемами клавиатуры/мышки), интерфейс RS422. Справа — обычный COM-порт, интерфейс RS-232.
Во всех вариантах — нужен разъем mini DIN, его я так и не нашел, а времени искать нет. Разъем для подключения хотел взять из другого кабеля (для контроллера Delta) но оказалось, не получится — он залит пластиком, а в радиомагазине о таком не слышали.
В общем, кабель я не достал — цена минимум 1500 руб, кроме того ждать около месяца нельзя.
А главное — не факт, что всё получится. Ведь опыта в этом особого нет, я больше по жесткой и релейной логике и по электрике. На форуме об этом мне сказали прямо:
Под спецом я подразумевал человека, у которого имеются кабель, софт и необходимые познания в программировании контроллеров. Который, скачав программу и проанализировав ее, может разобраться, соответствует ли частота, присутствующая на скоростных выходах, той, что формируется программой, и, при необходимости, в эту программу внести исправления.
Имейте ввиду. Даже заполучив нужный шнурок и софт, отнюдь не факт, что запросто удастся скачать программу, — она может быть запаролена…
Ремонт ещё не окончен
В общем, проигрывать надо уметь — сказал я себе, и нашёл специалиста через интернет. 3-го мая он приедет из Ростова, буду учиться. Сделает — напишу положительный отзыв. Не сделает — тоже напишу.
UPD 3 мая: Станок отремонтирован!
Итак, приехал специалист, по имени Александр. Примерно опишу, что и как он делал.
- Достал бывалый ноутбук HP, с COM-портом и кабель SC-09, тот самый, как на картинке, красный.
- Запустил программу GX Developer-FX v8
- На горячую подключил кабель к ноуту
- Подключение прошло без проблем, программа не была запаролена. Это уже обрадовало.
- Программа считалась, выяснилось, что некоторые значения (константы) в блоке данных были сбиты. Как раз те значения, которые отвечали за скорость хода шагового двигателя!
Александр подобрал их опытным путём, и всё стало работать!
Хочу поблагодарить (пользуясь случаем и служебным положением) Александра Садовского, профессионала, с которым приятно иметь дело.

Югпромавтоматика. Решение любых проблем с контроллерами.
Он за пол часа разобрался с проблемой, мы настроили станок на рабочий режим. Это не реклама, а просто положительный отзыв. Я доволен.
Причина сбоя в программе (прошивке) — проблемы в питании, станок включался в розетку, было искрение, к тому же отсутствовало заземление. В ближайшее время сделаю питание станка по уму.
Скачать мануалы по контроллерам Mitsubishi
Как всегда, выкладываю найденную информацию по теме. Мне тоже потом пригодится, чтобы долго не искать.
Мануалы по контроллеру и кабелям для подключения:
• FX1S_catalog / Каталог PLC FX1S, pdf, 748.72 kB, скачан:291 раз./
• FX-USB-AW,FX3U-USB-BD - User's Manual (USB Driver Installation) JY997D32601-D (05.11) / Установка драйверов к кабелям, pdf, 3.46 MB, скачан:469 раз./
• FX-USB-AW_UserManual_JY997D13201C / Руководство к кабелю USB, pdf, 321.69 kB, скачан:436 раз./
• Melsec komplektatciia / Полный список всех устройств Mitsubishi Melsec, pdf, 795.08 kB, скачан:296 раз./
• MOXA uport_1100_series_users_manual_v2 / Мануал к универсальному преобразователю интерфейсов МОХА, pdf, 1.47 MB, скачан:296 раз./
• step driver manual / Мануал к похожему драйверу шагового двигателя, pdf, 3.67 MB, скачан:220 раз./
• usb-sc09-fx-user-manual / Ещё одно руководство к кабелю, pdf, 790 kB, скачан:410 раз./
• FX_Ppogram_RU / Описание контроллеров PLC FX, pdf, 2.99 MB, скачан:421 раз./
Обучение программированию и подключению
• FX_Programming_Manual / Полное описание PLC FX на русском языке, программирование, pdf, 3.3 MB, скачан:656 раз./
• Mitsubishi GX_Developer_FX_Manual_RU / Система программирования Mitsubishi GX_Developer_FX_Manual_RU. Пособие для начинающего., pdf, 3.47 MB, скачан:685 раз./
• FX-Trening_Manual_Rus / Очень хорошее учебное пособие по контроллерам вообще. Аппаратная и программная часть. Теория и практика с азов., pdf, 2.92 MB, скачан:745 раз./